It is necessary to stress that this study used different kinds of processed cheeses—non-fat, middle fatty, fatty, all with different flavors and additives. Differences in temperature of the samples were also intentionally ignored because any precollection treatment of the samples eliminates the advantage of FT-NIR’s speed of determination.
Experimental
Blends of 50–200 kg of raw materials (water, butter, cottage cheese, and additives) were tested for fat content and dry matter during agitation in melting pots. Hot aliquots of processed cheese were scanned using the Antaris FT-NIR analyzer from 4000 to 10,000 cm-1 at a resolution of 8 cm-1. Eighty scans were taken per sample resulting in an acquisition time of approximately one minute. Each sample was placed on the integrating sphere sapphire window and collected three times. The window was cleaned in between measurements using 96 percent ethanol and dried before each sample. Spectral averaging was then used for the three replicate measurements for both standard and challenge samples to achieve an average component value.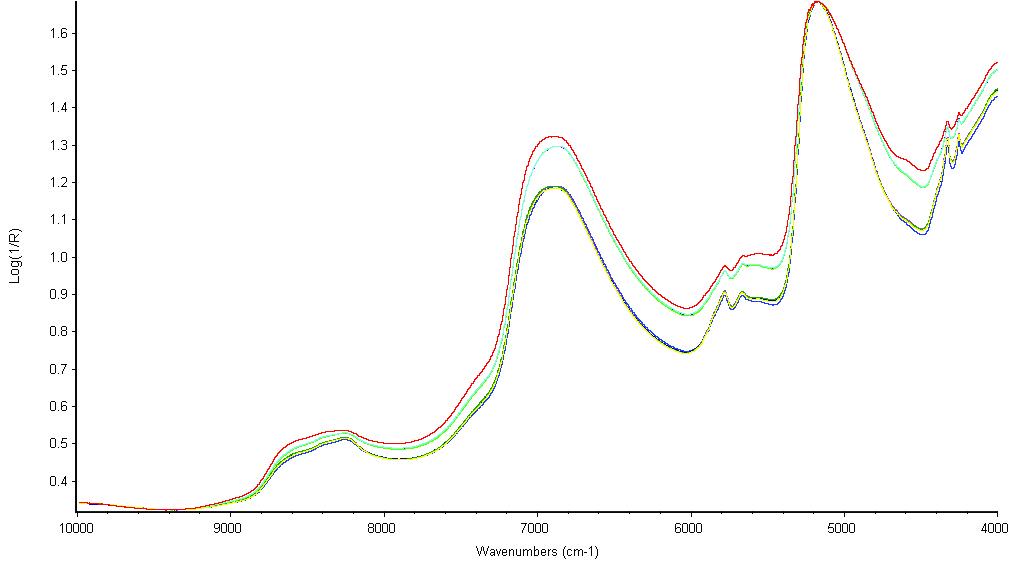
Calibration models for the data were developed using the Thermo Scientific TQ Analyst chemometric analysis software. The model used a constant pathlength and a first derivative treatment of the spectral data without smoothing. The wavelength range from 4450 to 8700 cm-1 was used with a one-point baseline. The number of standards used in the calibrations was 477 for fat and 479 for dry matter.
Results and Discussion
Figure 1 at top shows NIR spectra of some of the standards used in the calibration. There are broad, highly-absorbing water peaks around 5000 cm-1 (combination band) and 7000 cm-1 (overtone). There are also relatively sharp C-H combination bands 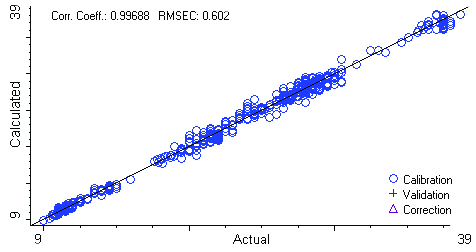 from 4230 to 4490 cm-1 and second overtones of C=O groups from 5620 to 5950 cm-1. In addition, there is a considerable amount of scattering from these samples evidenced by the baseline offsets.
from 4230 to 4490 cm-1 and second overtones of C=O groups from 5620 to 5950 cm-1. In addition, there is a considerable amount of scattering from these samples evidenced by the baseline offsets.
The first method quantifies fat in the blend, 477 standards between 10 and 38.7 percent wt. were used. The TQ Analyst region wizard suggested the region between 4235 and 5836 cm-1. The calibration was first done with 6 PLS factors yielding a Root Mean Square Error of Calibration (RMSEC) of 0.996 and a Root Mean Square Error of Cross Validation (RMSECV) of 1.07. These two parameters are good indicators of how well a calibration is performing. The RMSEC shows how close the standards are to the calibration curve—the closer the better. RMSECV shows how robust the calibration is. If only a few standards represent the most important variability in the method, then this will show up as a large RMSECV value. High RMSECV values imply a weak calibration that can be remedied by adding standards or changing method parameters. The method was improved when the region was changed to 4449–8709 cm-1 using the first derivative of the spectra and a one-point baseline. This yielded a calibration, using 8 PLS factors with an RMSEC of only 0.602 and an RMSECV of 0.779.
RMSECV value. High RMSECV values imply a weak calibration that can be remedied by adding standards or changing method parameters. The method was improved when the region was changed to 4449–8709 cm-1 using the first derivative of the spectra and a one-point baseline. This yielded a calibration, using 8 PLS factors with an RMSEC of only 0.602 and an RMSECV of 0.779.
Leave a Reply